
こんにちは。
前回の投稿から半年ほど時間が空いてしまいました。本業に時間を取られて手が付けられませんでした。これからの投稿は内容(テーマ)によってスローダウンして行くと思いますが、ライフワークとして取り組むつもりでいますので長い目で見てください。
今回は「音叉振動式力センサ」の第二回です。音叉振動式力センサの原理だけを理解するのであれば前回の説明でも十分すぎると考えていますが、自ら設計し活用できるようになるためには実際の設計作業や条件、etc.を実務を含めて理解する必要があると思っています。
このブログの主旨は第1回の「ブログ始めました」でも書きましたが、「計量計測技術を次世代の技術者や一般の方々に広く知っていただき、発信した技術や情報、製品が最終的に社会(例え少数でも)に少しでも貢献できたならば」という思いですので、読者が技術者であれば、設計から製作、活用まで出来るようになることを目指したいと考えています。
音叉振動式力センサ
 前回も説明しましたが、音叉振動子としては右図のような形状でも力センサとして機能します。適切な力伝達機構が設計できれば高性能な力センサモジュールも可能です。しかし、力伝達機構と音叉振動子との取付(固定)方法が難しく、性能を維持することが出来ません。高性能を追求した結果として一体加工のてこ付き音叉振動式力センサが生まれています。
前回も説明しましたが、音叉振動子としては右図のような形状でも力センサとして機能します。適切な力伝達機構が設計できれば高性能な力センサモジュールも可能です。しかし、力伝達機構と音叉振動子との取付(固定)方法が難しく、性能を維持することが出来ません。高性能を追求した結果として一体加工のてこ付き音叉振動式力センサが生まれています。
現在は解析技術や加工技術の向上によって、てこ付き力伝達機構を別体で加工できるようになっていますが、未だ振動子の固定方法には課題が残っているため、組付け方式(別体型)の実用化には更なる問題解決が必要です。しかし、数千分の一程度の性能であれば現在でも別体型で十分製作可能と言えます。また、音叉振動子の固定方法も解析技術と加工技術の発展で、いずれ解決できるのではないかと考えています。
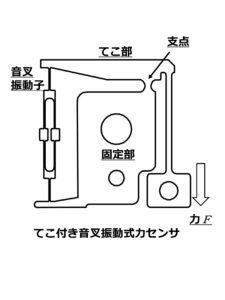 一体型てこ付き音叉振動式力センサのメリットは、同一材料で一体加工しているため再現性、温度特性、安定性が良く、クリープ、ヒステリシス等も最少になり、高性能が担保できることです。適切に設計された力センサならば数十万~数百万の一の性能が実現可能です。
一体型てこ付き音叉振動式力センサのメリットは、同一材料で一体加工しているため再現性、温度特性、安定性が良く、クリープ、ヒステリシス等も最少になり、高性能が担保できることです。適切に設計された力センサならば数十万~数百万の一の性能が実現可能です。
デメリットは振動子以外の部分の材料が多く、定尺からの取り数が少なくなること、加工時間が長くなること、等によりコストが下がらないことです。設計的にも構造上の難易度が高くなり最適化に時間が掛かかります。
音叉振動子だけの加工であれば、一体型に比べ量産(加工)効率が上がり材料も加工時間も少なくて済み、大幅なコストダウンが出来ます。
別体のてこ付き力伝達機構にした場合は、力伝達機構部の材料が自由に選べます。アルミ、ステンレス、銅合金等々温度特性と固定方法を注意しなければなりませんが、コストダウンが可能です。音叉振動子と力伝達機構の固定もネジ止め、溶接、接着、他等々が考えられますが、現状これらの簡単な固定方法では高性能を維持することが出来ません。固定方法に左右されない音叉振動子の開発や性能を維持できる固定方法の開発は、今後の解析技術の発展と技術者の知恵で解決できると信じています。
 右図のようなリンク機構一体型音叉振動式力センサも考えられています。更にてこ機構を一体で加工することも可能です(すばる望遠鏡用音叉センサ)。力センサとしてはこの構造でも十分な性能が実現できます。大きな計量皿を必要とするはかり等には、更に機構部が必要になりますが、音叉振動子を含めて機構部もまたまだ数多くの応用が考えられます。
右図のようなリンク機構一体型音叉振動式力センサも考えられています。更にてこ機構を一体で加工することも可能です(すばる望遠鏡用音叉センサ)。力センサとしてはこの構造でも十分な性能が実現できます。大きな計量皿を必要とするはかり等には、更に機構部が必要になりますが、音叉振動子を含めて機構部もまたまだ数多くの応用が考えられます。
また、振動式のセンサはMEMSとして圧力センサ等にも応用されています。
音叉振動子の諸元
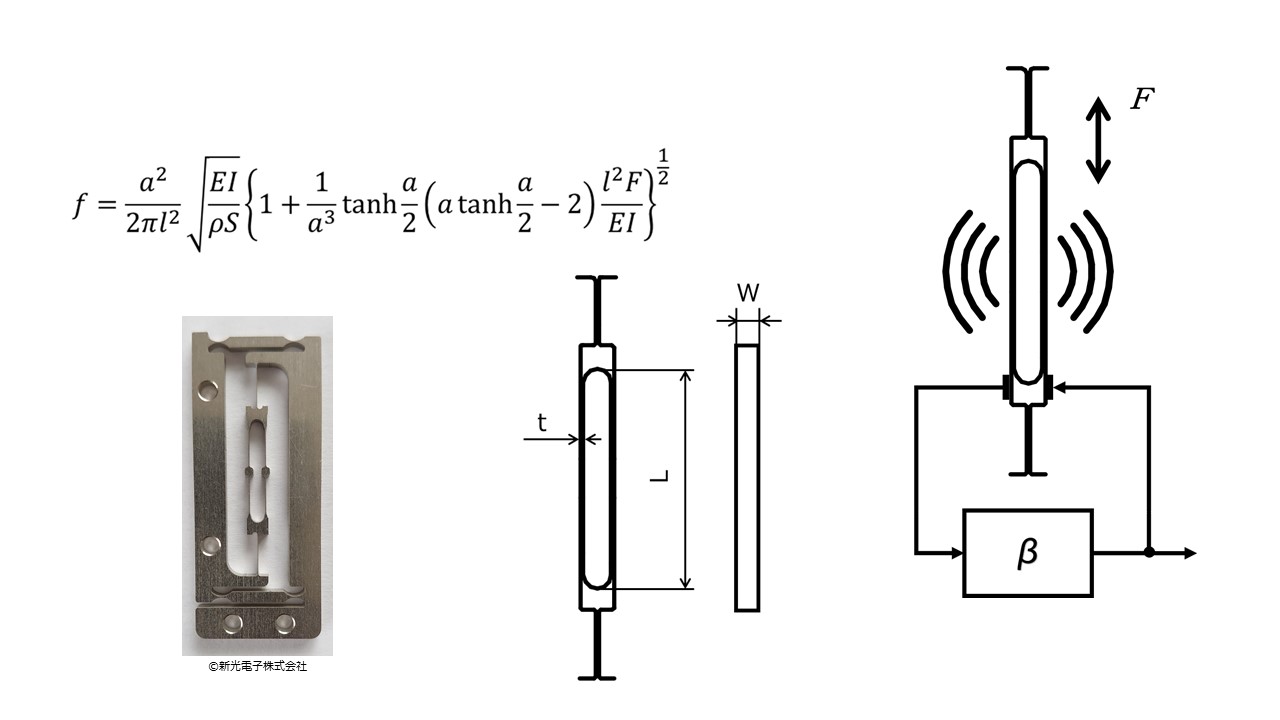
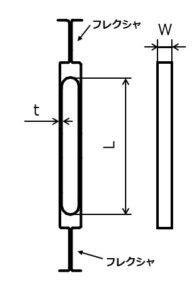 前回も書きましたが、振動子の寸法はL=10mm~30mm、t=0.1~0.3mm、W=1.5mm~7mmになります。もちろんこの寸法にこだわらず自由な設計が出来ますが、実用的に機械加工された振動子の寸法はこの範囲程度と考えられます。また、寸法が小さくなると、加工精度との関係で周波数や感度のバラツキが増えますので、機械加工で行う音叉振動子の最小寸法にはおのずと限界があります。
前回も書きましたが、振動子の寸法はL=10mm~30mm、t=0.1~0.3mm、W=1.5mm~7mmになります。もちろんこの寸法にこだわらず自由な設計が出来ますが、実用的に機械加工された振動子の寸法はこの範囲程度と考えられます。また、寸法が小さくなると、加工精度との関係で周波数や感度のバラツキが増えますので、機械加工で行う音叉振動子の最小寸法にはおのずと限界があります。
今回解説している寸法や加工精度は、あくまで数十万~数百分の一の性能を維持するためのものです。数千分の一程度の性能を実現するのであれば要求精度も下げられます。
音叉振動子単体の測定範囲は2N~20N程度が実用的な範囲ですが、各寸法(L,t,W)の適値を選ぶことでこの範囲を超えても設計は可能です。周波数は1kHz~10kHz程度が実用的な範囲ですが、測定範囲と同じように寸法によって選択可能です。
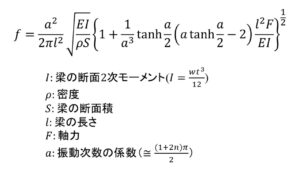 周波数は前回の式(3)で求められますが、パラメータが煩雑なので、
周波数は前回の式(3)で求められますが、パラメータが煩雑なので、
概略:L=20mm,t=0.2mm,W=3mmの寸法で測定範囲≒20N、周波数f0≒2900Hz
概略:L=10mm,t=0.1mm,W=2mmの寸法で測定範囲≒2N、周波数f0≒6400Hz
程度になることを基本に覚えておくと良いと思います。
振動子の上下にある力を加える部分をフレクシャと呼んでいますが、この部分も性能に影響します。フレクシャの厚みは約0.1mmで長さは約3~6mm程度になります。
音叉振動子の加工
音叉振動式力センサの加工はワイヤーカット放電加工機で行われています。形状によって専用の研削盤を使用することも有りえますが、解説している音叉振動子は市販のワイヤーカット放電加工機での加工です。とは言うものの市販品の加工機の加工精度保証値では必要とする加工精度が実現できません。要求する加工精度を実現するために温度管理は勿論のこと、加工するごとに主要寸法を測定し、加工誤差等から次の加工条件を変えて補正しながら加工します。
音叉振動子の周波数は材料と形状=寸法で決まります。実際の加工ではふたつの音片を同じ寸法にすることは難しく、加工誤差が発生します。寸法の絶対値は固有振動数が変わるだけですが、両音片の寸法差は力センサとしての性能に影響します。
従って加工寸法の絶対値はもちろん必要なのですが、両音片の寸法差が力センサとして重要になります。理想的には寸法差をゼロにしたいのですが、実際は数㎛の範囲内に加工できれば実用上の性能を担保できるでしょう。
振動子部分のみを考えれば、性能は音片の寸法精度(絶対値)と両音片の寸法差でほぼ決まります。まずは音叉振動子の加工精度を担保することが必要です。
音叉振動子の材料
音叉振動子の性能は寸法以上に材料で決まります。使用する材料は恒弾性材料と言われる特殊な合金です。恒弾性材料とはヤング率の温度変化が極めて小さく、かつ熱処理温度で共振周波数の温度係数を制御できる材料で、一般にはエリンバー等と呼ばれています。主成分はニッケル、クロム、鉄(、他)で時計用のひげぜんまい、バネばかり用のバネ、振動子、圧力計等々で使用されています。
市販されている恒弾性材料は板厚が0.2mm以下が多く、1mm以上の厚さ(=W)の材料はカスタムで製作するしかありません。恒弾性材料で板厚1.5mm以上の材料を製作しているメーカは国内でも限られ、海外では「NI-SPAN-C® Alloy 902」等が有名です。
同じ材料と言えども合金の場合、溶解する炉のロットや炉内の場所によっても、成分がばらつき、微妙に特性が変化します。材料特性や製造工程を把握し材料品質を安定に保つことが重要です。本来なら自社で材料から製作することが理想と言えるでしょう。
今回は音叉振動子の基本的な解説を行いました。形状と材料に依存するセンサですので加工精度が性能に影響します。現在の形状はワイヤーカット放電加工機が必須ですが、違う形状であれば安価な加工機で量産が可能になる場合も有ります。現在の形状にこだわることもありませんし、力センサの要求性能によって形状を簡単化することで、加工方法も簡略化できると考えます。
また、音叉材料は加工精度以上に重要な要素です。新しい材料開発も必要ですし、材料の製造も他社に依存せず自社製造が理想的と言えます。
振動式力センサは音叉振動式以外にも多くの種類があります。それぞれが要求仕様や用途、価格、使用法によって製作され使用されています。今回解説している音叉振動式力センサも現状にこだわらず、新しい発想で開発、使用されて行くことを願っています。
ご意見、ご要望、ご質問、ご感想をお待ちしております。
技術的なアドバイス、コンサルティング及び技術開発、製品開発のお手伝いを行います。
ご希望、ご要望があれば「お問い合わせ」からご連絡ください。
参考文献:
「電子回路素子としての電気・機械振動子とその応用」:永井 、 近野 コロナ社
「機械振動子を利用した高精度センサ」:計測と制御VOL.24,№8:原田、他
「音叉式電子天びん」:計量管理vol37,№6-7:西口
「Precision Balances Apply Tuning Fork Vibrators」:ICAM93:小林
「ディジタルフィルタによる音叉センサの応答性と精度向上に関する研究」:岡本:東京理科大学
「PERFORMANCE OF “TUNING FORK” LOAD CELLS」:OIML BULLETIN vol.LVI №1 SHINKO DENSHI
「スミスパン(SUMI-SPAN®)」:日立金属株式会社(:住友特殊金属株式会社)
「NI-SPAN-C® Alloy 902」:Special Metals Corporation
OIML R60:Metrological regulation for load cells
OIML R76-1:Non-automatic weighing instruments
Part 1: Metrological and technical requirements – Tests
JIS B 0192:はかり用語
JIS Z 8103:計測用語
「はかりハンドブック 第2版」:日刊工業新聞社発行
新光電子株式会社:http://www.vibra.co.jp

